















Заготовительные участки предприятий, изготавливающих изделия из тонколистового металла, обычно укомплектованы гильотинами для его порезки. Но когда объемы переработки начинают увеличиваться, производительности обычных ножниц не хватает. В этом случае, требуется оборудование большей производительности, которое может обеспечить точность реза и высокую производительность.
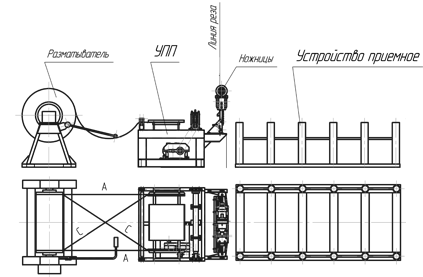
Для поперечной резки тонкого металла (от 0,4 до 2,0мм) наше предприятие производит автоматические линии раскроя рулона на листы, в состав которых входят: размотчик бухт металла, подающее устройство в специальные гильотинные ножницы, сами ножницы, приемное устройствои пульт управления. Это оборудование работает с рулонным оцинкованным металлопрокатом и с металлом с защитно-декоративным покрытием.
При выборе оборудования для поперечной резки следует обратить внимание на его металлоемкость, производительность и надежность механизмов, входящих в состав линии. Ненадлежащее качество этих механизмов может приводить к частой остановке заготовительного участка, и как следствие — к остановке основного производства. А это, в свою очередь, приводит к срыву сроков поставок и потере клиентов, а следовательно, потери прибыли предприятия.
Состав оборудования
Технические характеристики
| Режим работы линии: | Автоматизированный |
| Установленная мощность: | до 11 Квт |
| Максимальная ширина листа, мм: | 1300 |
| Габариты линии: | до 5000х1500х1750 мм |
| Обрабатываемый материал: | рулонная холоднокатанная сталь ГОСТ 30246-94 |
| Обслуживающий персонал: | оператор + подсобник |
Наш завод выпускает несколько модификаций линии поперечного раскроя рулонов:
- для металла толщиной до 1,2 мм;
- для металла толщиной до 2,0 (3,0)мм.
- устройство поперечной резки, совмещенное с профилегибочной линией.
Первые два варианта отличаются тем, что для рубки металла толщиной более 1,2мм требуется править полосу, поступающую из рулона в тянущее устройство, и такая линия должна комплектоваться гильотинами, способными рубить металл требуемой толщины.
Третий вариант представляет собой линию с одним пультом управления, где размотка рулона возможна в обе стороны – полоса может подаваться в прокатный стан или в станок поперечной резки, как показано на рисунке.
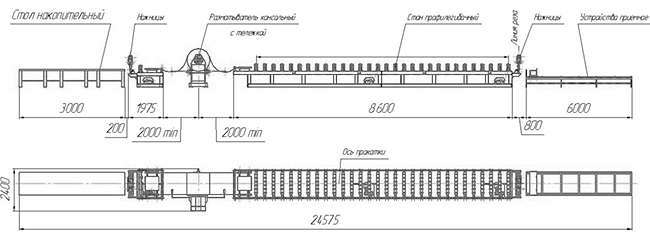
Это решение экономит средства на покупку одного разматывателя рулона и одного пульта управления. Кроме того, это решение обеспечивает высокую загрузку всего комплекса – как профилегибочной линии, так линии поперечной резки.



