







Полнокомплектная линия для производства металлочерепицы «Каскад»
- Производительность до 7 метров в минуту
- Идеальное качество штамповки ступеней на любом металле
- Идеальная стыковка листов металлочерепицы без зазоров
- Толщина металла от 0,35
- Внутренний диаметр рулона от 500 до 600 мм (в том числе рулоны производства КНР)
- Пусконаладка включена в стоимость
- Гарантия — 3 года на все узлы и агрегаты
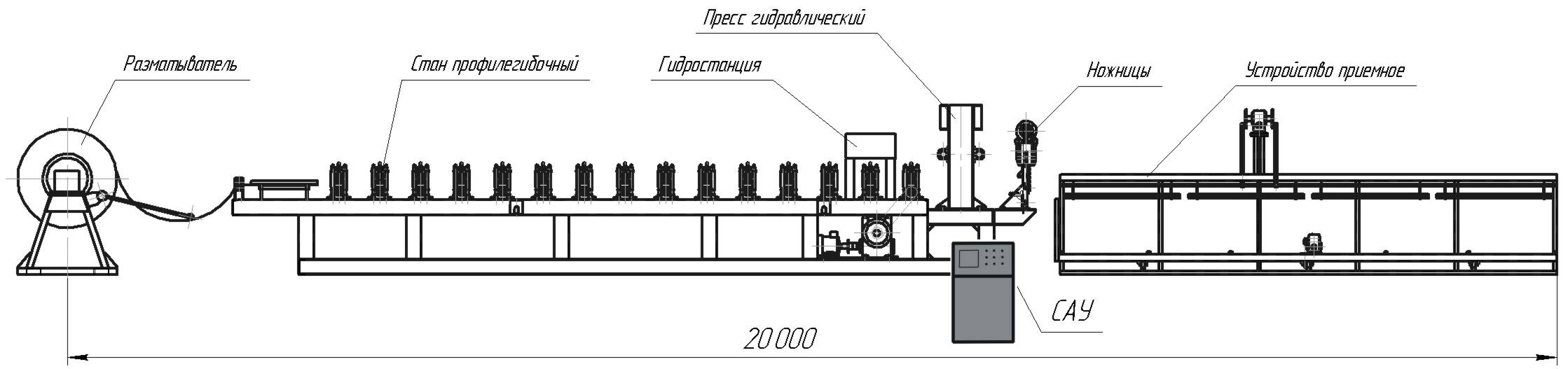
Состав линии
Эскизы возможных профилей
Отличительной особенностью прокатного оборудования металлочерепицы является возможность производить на одной линии два вида продукции — собственно, металлочерепицы каскад, и, при отключенном прессе, профнастила (профлиста) С20 (С25), который широко применяется в современном строительстве в отделке стен или устройстве кровли.
Возможны несколько вариантов геометрии профиля металлочерепицы “Каскад”


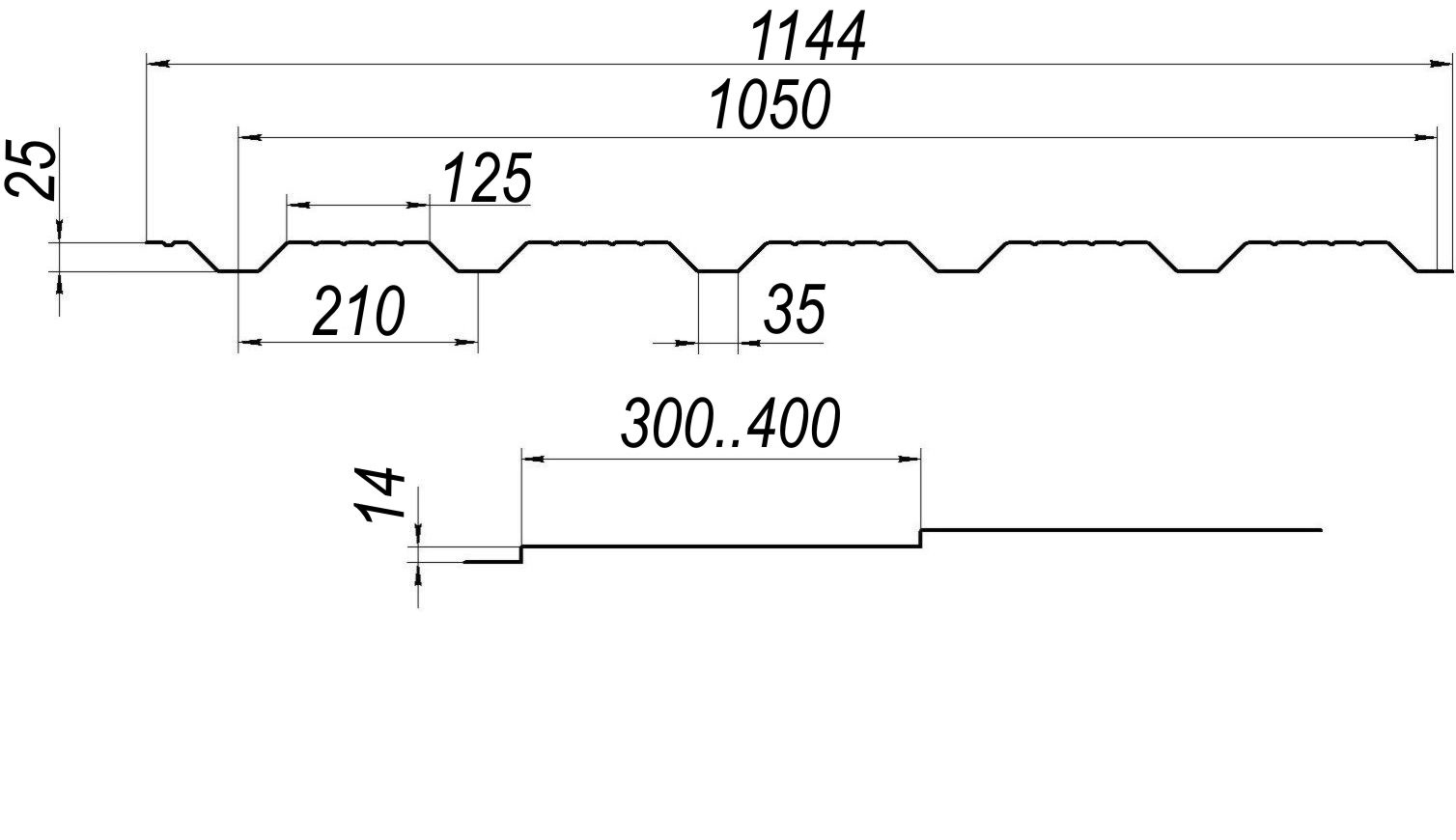
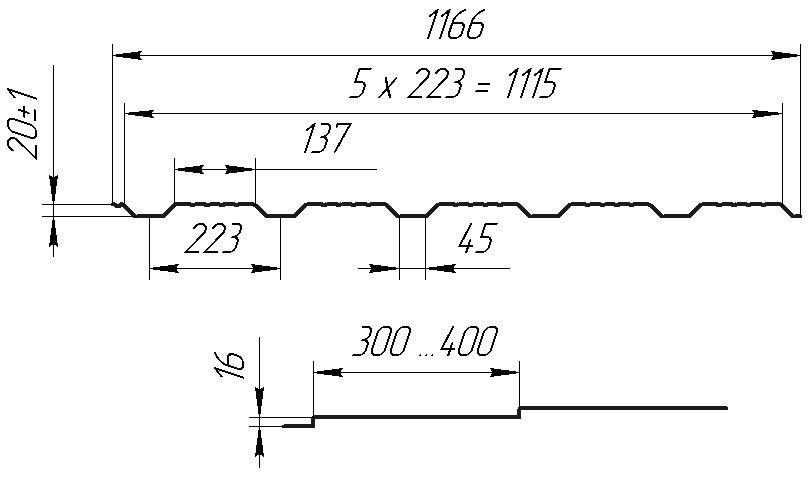
Металлочерепица “Каскад-20” Металлочерепица “Каскад-25″
| Технические характеристики | |
| Производительность линии в час | до 7 кв.м./час. |
| Установленная мощность | 23,5 кВт |
| Габариты линии (LxBxH),мм. | 21 000 х 2 200 х 2000 |
| Температурный режим эксплуатации | не ниже 4 °С |
| Обслуживающий персонал | 2 чел. (оператор + подсобный рабочий). |
| Разматыватель рулона консольный РК-10.2 | |
| Линии для изготовления металлической черепицы рекомендуется комплектовать консольным разматывателем РК-10.2 грузоподъемностью 10 тонн. Это вызвано необходимостью быстро и часто менять рулоны с металлом разных цветов, т.к. основная масса заказов приходится именно на небольшие объемы прокатки. Кроме того, этот размотчик может разматывать рулоны с внутренним диаметром 500мм, в том числе, рулоны производства КНР. | |
| Мощность, кВт: | 7,5 |
| Габариты, мм: | 2480 х 1730 х 1830 мм |
| Макс. вес рулона, кг: | до 10 000 |
| Макс. ширина рулона, мм | 1270 |
| Внутренний диаметр рулона, мм Min/Max | 500/600 |
| Масса: | 1 900 кг |
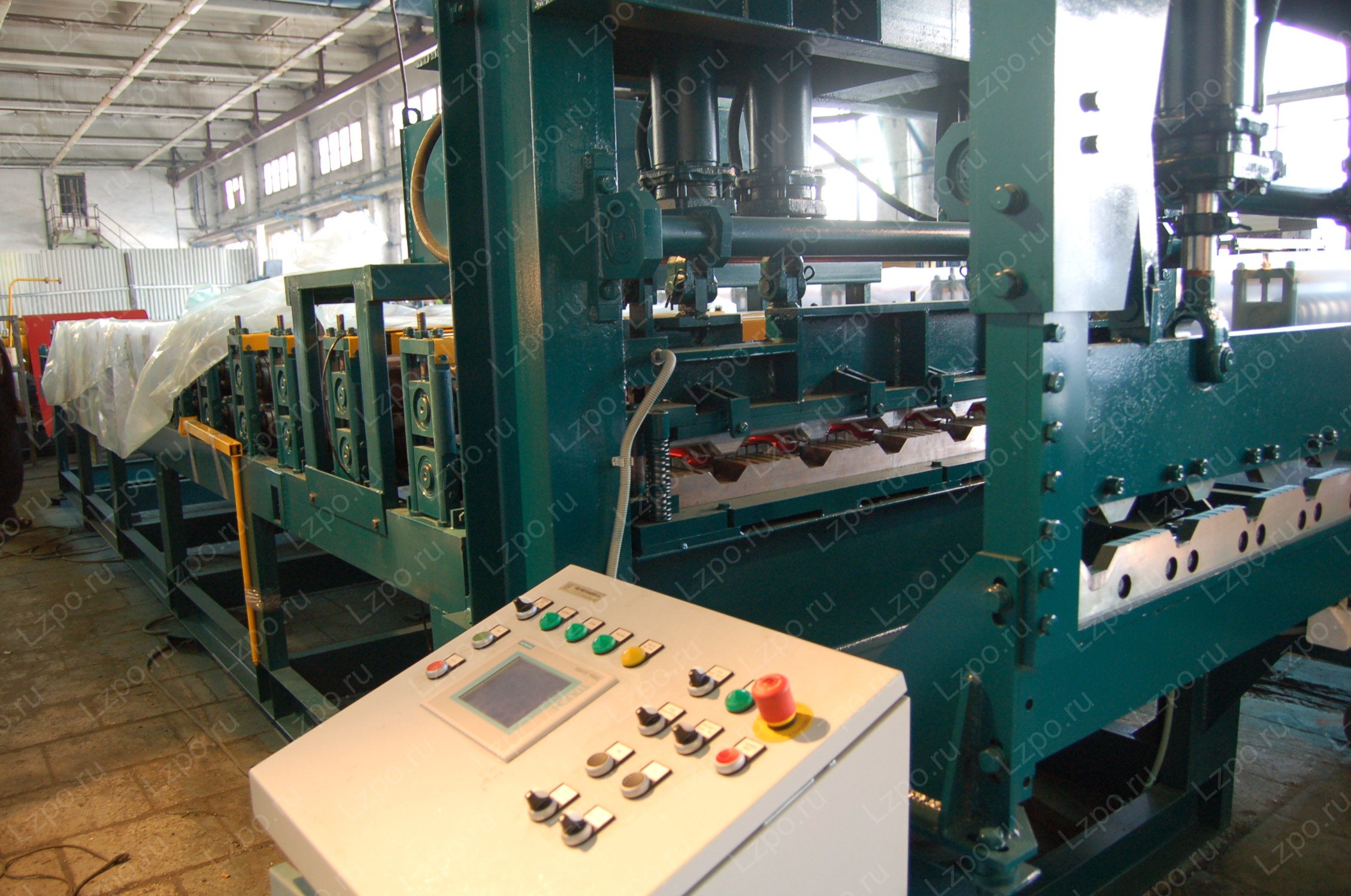
| Стан прокатный профилирующий | |
| Профилегибочный стан имеет значительную металлоемкость, валы стана имеют диаметр 100мм и изготовлены из стали Ст45. Ролики изготовлены из инструментальной стали Ст40Х (с хромом) и имеют шпоночное соединение с валом. В зависимости от требуемой производительности, линии комплектуются разными типами электропривода. В базовой комплектации используется асинхронный электродвигатель с частотным регулированием скорости, при этом производительность линии может достигать 5 кв.м./мин. (с учетом резки готовых 3м. листов черепицы). Для достижения общей производительности оборудования до 7 кв.м./мин. мы комплектуем прокатный стан сервомотором. Это дает возможность убрать программные задержки на позиционирование профилированного листа для штамповки ступеней и добиться высочайшей точности шага ступенек. | |
| Кол-во клетей: | 15 |
| Потребляемая мощность: | 7,5 кВТ |
| Габаритные размеры до,мм: | 9200х1660х1350 |
| Масса: | Ок 7500 кг |
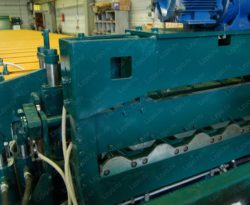
| Штампующее устройство | |
| Штампующее устройство имеет в своем составе пресс, штамп (повторяющий геометрию профиля), гидростанцию.
Пресс – наше стандартное серийное изделие, позволяющее создавать достаточное усилие для формирования ступени на профилированном листе. Штамп – изготавливается для определенного узкого диапазона толщин металла (например, от 0,50 до 0,60 мм), причем зазор между пуансоном и матрицей имеет максимальный размер из этого диапазона. Для получения идеальной продукции требуется, чтобы минимальная толщина металла находилась в разрешенном диапазоне недалеко от максимальной (не более 0,1 мм) по причине того, что во время штамповки тонкого металла, помещая лист между пуансоном и матрицей штампа, нельзя добиться четкой геометрии ступени. Гидростанция – серийное изделие, подающее под высоким давлением масло в гидроцилиндры. Производительность всей линии зависит, в том числе, от скорости работы штампующего устройства (в базовой комплектации – не более 2 сек на цикл штамповки ”вниз-вверх”). Для увеличения скорости мы комплектуем маслостанции масляным насосом высокой производительности (до 110 л/мин, против 50 л/мин в базовой комплектации), увеличенным баком для масла, электродвигателем большей мощности (11 кВт против 7,5 в базовой комплектации), устройством принудительного охлаждения масла, более мощными гидроцилиндрами и гидрораспределителями. |
|
| Ширина штампуемого профиля, мм | до 1300 |
| Цикл штампования одной вертикальной ступеньки, сек (не более) | 1,5 |
| Установленная мощность, кВт | От 7,5 |
| Гидростанция — давление, кг/см2 | 125,0 |
| Гидростанция — подача, л/мин | От 50 |
| Габариты, SxLxH мм | 1660х1000х1200 |
| Ножницы гильотиные профильные | |
| Для увеличения скорости резки готовых листов металлической черепицы, все линии комплектуются электромеханическими ножницами с ножами, повторяющими контур готового изделия. | |
| Масса,кг: | ок. 750 |
| Длина отрезаемых изделий: | по требованию Заказчика |
| Габариты: | 1450х500х1150 мм |
| Мощность привода, кВт: | От 3,0 |
| Приемное устройство | |
|
Приемное устройство предназначено для приема мерно — нарезанных листов металлочерепицы (профнастила) из ножниц прокатного стана и формирования пачек готового стального профиля. Длина приемного устройства — по желанию Заказчика.
|
|
| Линии комплектуются автоматическими штабелерами со сбрасыванием листа, и автоматической доводкой его в пачку. Штабелер имеет верхнюю выгрузку для сформированных пачек металлочерепицы. Для удобства Заказчика, можно изготовить штабелер с боковой выгрузкой пачки. |
| Система автоматического управления | |
| Применение контроллера и частотного преобразователя для управления асинхронным электроприводом позволяет создать автоматический режим производства металлочерепицы (профнастила). Помимо автоматического режима предусмотрен режим ручного управления линией. Ручной режим работы, в основном, служит для заправки ленты металла в прокатный стан или тестового режима работы. В режиме автоматического управления оборудованием для металлочерепицы, оператор ведет параметрирование линии посредством текстового дисплея. Сочетание автоматического и ручного режимов позволяет гибко организовать производство профилированных листов — металлочерепицы и профнастила (профлиста). |