Полнокомплектная линия для производства металлочерепицы «Финера»
- Производительность до 7 метров в минуту
- Идеальное качество штамповки ступеней на любом металле
- Идеальная стыковка листов металлочерепицы без зазоров
- Толщина металла от 0,35
- Внутренний диаметр рулона от 500 до 600 мм (в том числе рулоны производства КНР)
- Пусконаладка включена в стоимость
- Гарантия — 3 года на все узлы и агрегаты
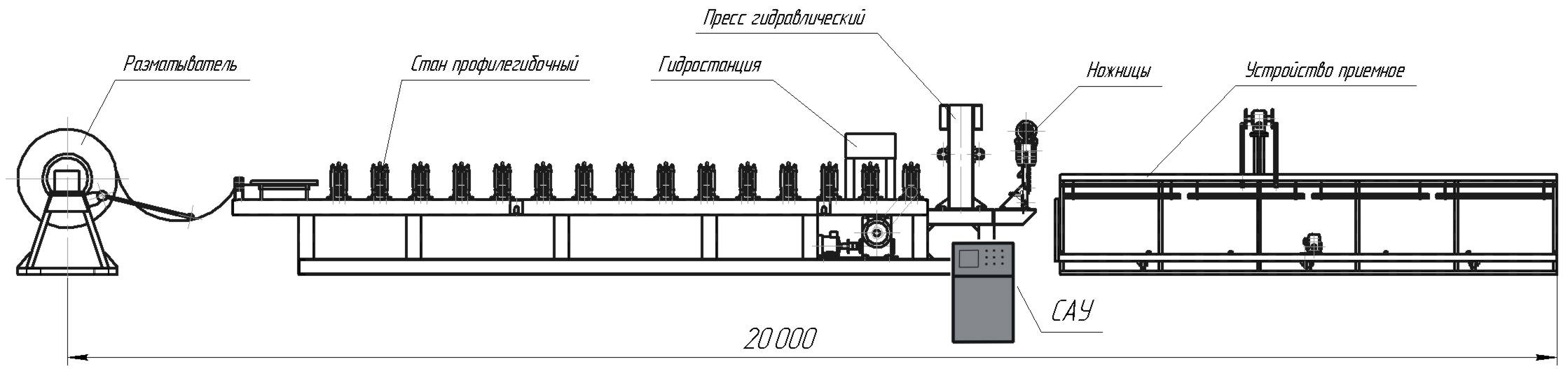
Состав линии
Эскизы возможных профилей
Относительно новый вид металлической черепицы «Финера» пользуется достаточно высоким спросом среди покупателей из-за его геометрии, повторяющей натуральную керамическую черепицу.

| Технические характеристики | |
| Производительность линии в час | до 7 кв.м./час. |
| Установленная мощность | ок 23,5 кВт |
| Общая длина линии | ок. 21 000 мм |
| Температурный режим эксплуатации | не ниже 4 °С |
| Обслуживающий персонал | 2 чел. (оператор + подсобный рабочий). |
| Разматыватель рулона консольный РК-10.2 | |
| В базовой комплектации профилегибочных линий для изготовления металлической черепицы рекомендуем устанавливать 10-ти тонный консольный разматыватель РК-10.2. Этот разматыватель позволяет быстро менять катушки металла с внутренним диаметром 500мм и не занимать надолго кран балку для выполнения этой операции. | |
| Мощность, кВт: | 7,5 |
| Габариты, мм: | 2480 х 1730 х 1830 мм |
| Макс. вес рулона, кг: | до 10 000 |
| Макс. ширина рулона, мм | 1270 |
| Внутренний диаметр рулона, мм Min/Max | 500/600 |
| Масса: | 1 250 кг |
| Стан прокатный профилирующий | |
| Стан прокатный в базовой комплектации имеет асинхронный электропривод. Для увеличения производительности линии и сокращения времени позиционирования профиля для штамповки ступеней, стан может комплектоваться сервоприводом производства Германии.
Совместно со штампующим устройством повышенной производительности (масляный насос производительностью 110 л/мин против 50 в базовой комплектации), линия может показать производительность до 7 кв.м./мин при идеальной стыковке листов металлочерепицы. Валы стана имеют диаметр 100мм, изготовлены из металла марки Ст45. Ролики изготавливаются из инструментальной стали с добавлением хрома Ст40Х. Передача вращения от вала к ролику производится посредством шпоночного соединения. |
|
| Кол-во клетей: | от 16 |
| Потребляемая мощность: | от 7,5 кВТ |
| Габаритные размеры до,мм: | 10200х1660х1350 |
| Масса: | От 9000 кг |
| Штампующее устройство | |
| Для разной производительности линии, в комплект оборудования для производства металлочерепицы может входить штампующее устройство базовой или повышенной производительности. Различия состоят в мощности электропривода маслостанции (7,5кВт в базовой комплектации, 11кВт – в комплектации с повышеной производительностью), производительности масляного насоса (50л/мин – в базовой комплектации и 110 л/мин – в улучшенной) и гидроцилиндрах с разной пропускной способностью.
Маслостанция оборудована устройством принудительного охлаждения, манометром, термометром и глазком для измерения уровня масла. |
|
| Ширина штампуемого профиля, мм | до 1300 |
| Цикл штампования одной вертикальной ступеньки, сек (не более) | 1,5 |
| Установленная мощность, кВт | От 7,5 |
| Гидростанция — давление, кг/см2 | 125,0 |
| Гидростанция — подача, л/мин | От 50 |
| Габариты, SxLxH мм | 1660х1000х1200 |
| Ножницы гильотиные профильные | |
| Гильотины рубят готовый профилированный лист металлочерепицы, скорость цикла “вверх-вниз” – не более 2с в базовой комплектации линии. | |
| Масса,кг: | ок. 750 |
| Длина отрезаемых изделий: | по требованию Заказчика |
| Габариты: | 1450х500х1150 мм |
| Мощность привода, кВт: | От 3 |
| Приемное устройство | |
| Предназначено для приема готовой металлочерепицы, нарезанных в размер, заданный оператором линии, и формирования пачек готового профиля металлочерепицы монтеррей. Длина приемного устройства зависит от максимальной длины профиля. Обычно, для удобства транспортировки и монтажа металлочерепицу больше 6 метров не делают. |
| Система автоматического управления | |
| Применение контроллера Siemens и частотного преобразователя для управления асинхронными электроприводами позволяет создать автоматический режим производства металлочерепицы монтеррей.
Помимо автоматического режима предусмотрен режим ручного управления станом. Ручной режим управления линией для монтеррей служит, в основном, для заправки ленты в прокатный стан и для наладочных работ. В остальных случаях, линия для изготовления металлочерепицы, посредством задания параметров прокатки (длина профиля, шаг ступеньки, количество листов металлочерепицы), работает в автоматическом режиме. |